<b id="mkime"><abbr id="mkime"></abbr></b>
<code id="mkime"><abbr id="mkime"></abbr></code>






放熱焊接工具附件包括模具夾、清潔刷以及放熱焊接附件焊藥等。當(dāng)今接地系統(tǒng)接地體連接方式有壓力焊、釬接、放熱焊接等。要接地系統(tǒng)的性。接地系統(tǒng)的連接點的壽命 大于或等于接地導(dǎo)體的壽命。連接點 能承受多次故障電流在的情況下能保持低電阻.而放熱焊接的連接點是符合以上條件的,而且還節(jié)省接地材料。
【放熱焊接操作使用注意事項】
施工操作前, 被焊接件無污物,熔模熔腔和型腔內(nèi)無上次焊接時留下的焊渣塊或焊渣粉末。
施工操作中,點火之前, 蓋上熔模蓋,且熔模閉合處無開縫。
施工操作中,點火之前, 被焊接件焊接點位于型腔中心。
施工操作時,現(xiàn)場1.50米范圍之內(nèi),不得有無關(guān)人員停留。
施工操作時,現(xiàn)場1——2米范圍之內(nèi),不得有易燃物品擺放。
操作人員 戴上有 隔熱效果的工作手套。
操作人員不得面對于熔模開口處操作施工。
點火時,一旦引燃粉被引燃,操作人員 立即離開熔模至少1.50米。
當(dāng)放熱焊劑反應(yīng)結(jié)束后,任何人不得直接接觸熔模和被焊接件。
當(dāng)放熱焊劑反應(yīng)結(jié)束后,須待熔模和被焊接件自然冷卻10——20秒,使用老虎鉗(或相似工具)從熔模中取出。
對被焊接件進(jìn)行絕緣處理, 待導(dǎo)線 冷卻之后方可進(jìn)行。
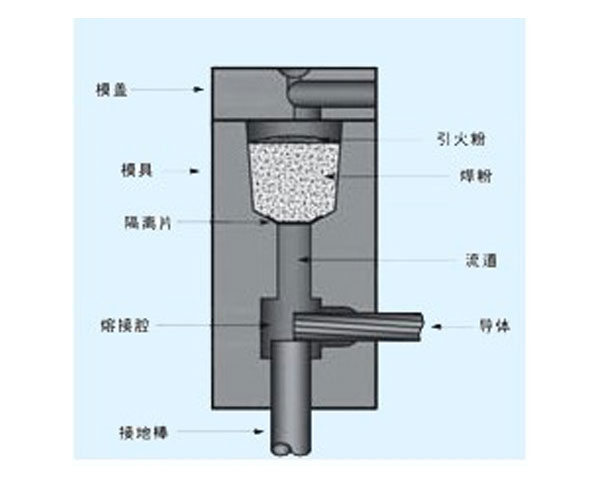
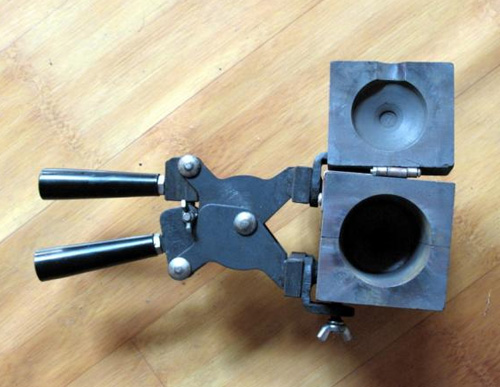
惠豐HF-MJ-型熱熔焊模具采用、高純細(xì)石墨加工制作而成。模具由:模腔、模穴、注入孔等組成。是熱熔焊接工藝的專屬產(chǎn)品。
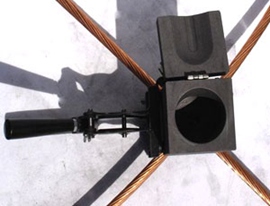
模具制作過程應(yīng)根據(jù)導(dǎo)體不同形狀的對接方式(一字型、T字型、十字型等)、模穴的形狀、尺寸及熔化金屬的流向,并經(jīng)過嚴(yán)密設(shè)計制造而成。按模具所需焊劑規(guī)格分四大類模具,對有要求的可根據(jù)對接方式、所需焊劑型號等量身定做。
【焊接模具型號】
|
產(chǎn)品型號 |
焊劑規(guī)格A |
產(chǎn)品型號 |
焊劑規(guī)格A |
|
HB-HY01 |
A≤90# |
HD-RM04 |
A≥350# |
|
HB-HY02 |
90#<A≤200# |
HD-RM05 |
模具 |
|
HB-HY03 |
200#<A≤300# |
|
|
【放熱焊接模具注意事項】
1、 先根據(jù)連接件形狀尺寸,開具合適的模具,并配置相應(yīng)型號的焊粉。
2、焊接前對拉件進(jìn)行處理,除油、除污物及氧化層。
3、對模具進(jìn)行充分預(yù)熱。
4、安裝好模具檢查后倒入焊粉并點燃反應(yīng)。
5、對模具進(jìn)行清理并準(zhǔn)備下次使用
【熱熔焊接的優(yōu)越性】
一、電流負(fù)載能力大,熔接點的載流能力與導(dǎo)體相同,具有良好的導(dǎo)電性能,焊接前后的直流電阻比率變化接近于零,這是任何一種傳統(tǒng)的連接方式所無法相比的。
二、機(jī)械性能好,因為是熔融接頭,所以接頭與導(dǎo)體是分子結(jié)合,是一種 性接頭。
三、沖擊電阻穩(wěn)定,實驗表明,在短時間大電流的沖擊下,導(dǎo)體先于接頭融化,因而不會受到浪涌電流的損傷。
四、,由于是熔融接頭,沒有接觸表面,沒有殘余應(yīng)力,且接頭被純銅覆蓋,因而增強(qiáng)了導(dǎo)體的蝕能力。
五、操作簡單 無需外界能源,無需專門裝備。無需操作人員、室內(nèi)、室外都可以操作,完成連接時間短。
 |
 |
|
 |
 |
|
 |
 |
|
<b id="mkime"><abbr id="mkime"></abbr></b>
<code id="mkime"><abbr id="mkime"></abbr></code>
